




















ট্রান্সমিশন এবং বিতরণ জন্য মেটাল জাগ্রত বৈদ্যুতিক শক্তি মেরু
ইস্পাত শক্তি মেরু
,ট্রান্সমিশন লাইন মেরু
ট্রান্সমিশন এবং বিতরণ জন্য মেটাল জাগ্রত বৈদ্যুতিক শক্তি মেরু
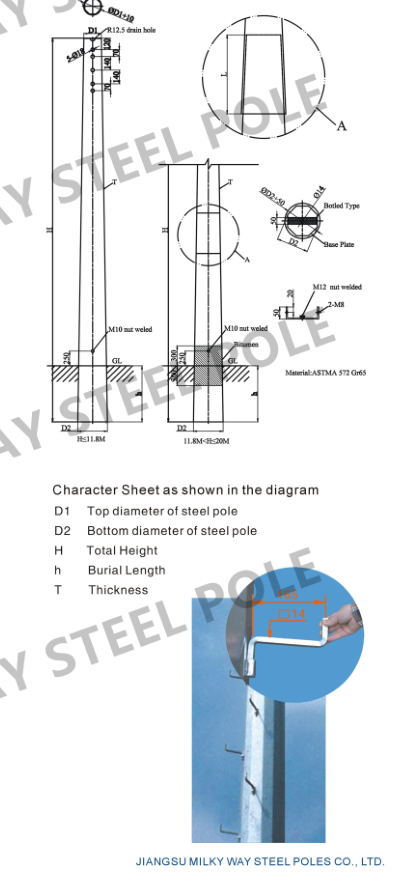
স্পেসিফিকেশন:
উপাদান: | হট ঘূর্ণিত ইস্পাত, Q235, Q345, S235, S355, SS400, Gr 50 |
উপাদান ফলন শক্তি: | নূন্যতম ফলন শক্তি> Q235 জন্য = 235n / mm2, S235 এবং SS400 Q345 S355 এবং গ্রিস 50- এর জন্য সর্বনিম্ন ফলন শক্তি = 345n / mm2 |
মেরু এর উচ্চতা: | 3 মি -15 মি |
এক অংশ দৈর্ঘ্য | 16m মধ্যে একবার স্লিপ যুগ্ম ছাড়া গঠন |
প্রাচীর বেধ: | 2.3 মিমি-30mm |
মেরু এর আকৃতি করা যাবে: | বৃত্তাকার, বহুভুজ, মোমবাতি অষ্টকোণী, মোমবাতি বৃত্তাকার, বৃত্তাকার conical, মোমবাতি স্কয়ার, স্কয়ার। |
আর্ম টাইপ করা যাবে: | একক বাহু, ডাবল বাহু, ত্রি-আর্ম, চার-বাহু |
আর্ম ব্যাসার্ধ: | 42mm, 48mm, 60mm, 76mm এবং ইত্যাদি হিসাবে ব্যাস, কোন ব্যাসের আলোতে মাপসই হতে পারে। |
শক্তি: | 250W থেকে 400W |
ঢালাই | উন্নত ডুবো-চাপ ঢালাই এবং CNC ঢালাই সরঞ্জাম। এটা অতীত ত্রুটি আছে পরীক্ষামূলক, অভ্যন্তরীণ এবং বাহ্যিক ডবল ঢালাই ঢালাই তোলে আকৃতি সুন্দর এটি আন্তর্জাতিক ঢালাই সঙ্গে নিশ্চিত CWB এবং AWS D 1.1 এর মান |
Galvanization: | 80-100μm গড় এর বেধ সঙ্গে গরম ডিপ galvanization চীনা স্ট্যান্ডার্ড জিবি / টি অনুযায়ী 13912-2002 বা আমেরিকান স্ট্যান্ডার্ড ASTM A123, ISO: 2626-1985। |
প্রতিদিন ম্যানুফুটি ক্যাপাসিটি: | 250 |
প্রাচীর ঘনত্ব সহন: | + - 2.3 মিমি থেকে 4 মিমি থেকে 0.1 মিমি। + - 5 মিমি থেকে 20 মিমি থেকে 0.2 মিমি। + - 22mm থেকে 30mm থেকে 0.5 মিমি |
পেন্টিং রঙ: | (RAL) রঙের কার্ড বা ক্লায়েন্টের প্রয়োজন পড়ুন |
সারফেস চিকিত্সা 1: | কালো মেরু, রুক্ষ নল |
সারফেস চিকিত্সা 2: | গরম ডিপ Galvanizing antirust। |
সারফেস চিকিত্সা 3: | গুঁড়া লেপ সঙ্গে গরম dip galvanizing |
তাপমাত্রা সীমা | -35 ° সে ~ 45 ° সে |
বাতাসের গতি: | দৈর্ঘ্য 120 কিলোমিটার / ঘণ্টায় 180 কিলোমিটার / ঘণ্টা এটি ক্লায়েন্ট এর নকশা অনুযায়ী। |
বেস প্লেট মাউন্ট | বেস প্লেট বর্গক্ষেত্র, অষ্টকোণী বা বৃত্তাকার নোঙ্গর বল্ট এবং মাত্রা জন্য slotted গর্ত সঙ্গে আকৃতির গ্রাহকের প্রয়োজন অনুযায়ী |
মাউন্ট মাউন্ট: | গ্রাহকের প্রয়োজনীয়তা অনুযায়ী ভূগর্ভস্থ কয়টি দৈর্ঘ্য। |
মান নিয়ন্ত্রণ | ISO9001-2008 প্রয়োজনীয়তা অনুযায়ী |
সার্টিফিকেট | ISO9001-2008, এসজিএস অডিটেড সরবরাহকারী, শুভেচ্ছা এর AAA গ্রেড সার্টিফিকেট |
অন্যান্য | কম জমি দখল এবং সহজ রক্ষণাবেক্ষণ। |
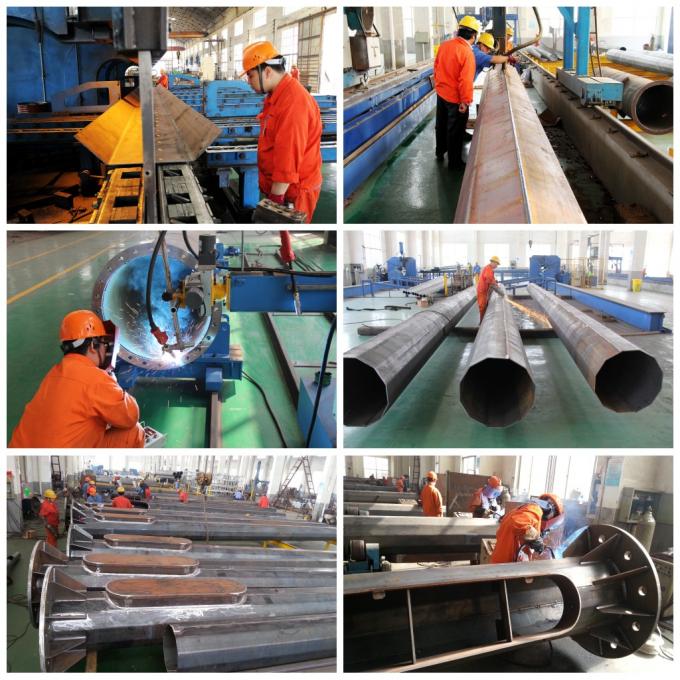
উৎপাদন প্রবাহ:
উৎপাদন প্রক্রিয়া: সারি উপাদান টেস্ট → → কাটন → ঢালাই বা নমন → ঢালাই (অনুদৈর্ঘ্য) → মাত্রা যাচাই → চক্রের উন্নত পার্শ্ব ঢালাই → ছিদ্র তুরপুন → ক্রমাঙ্কন → Deburr → Galvanization বা গুঁড়া আবরণ, পেইন্টিং → পুনর্বিবেচনার → থ্রেড → প্যাকেজ
তদন্ত বা ক্রয় সংক্রান্ত তথ্য
- ইস্পাত মেরু উচ্চতা
- চক্রের উন্নত পার্শ্ব মাত্রা
- পরিষেবা দরজা এবং অবস্থান মাত্রা
- ক্রস বাহু প্রকার এবং দৈর্ঘ্য, ইস্পাত মেরু ইনস্টল করার অবস্থান
- ক্রস হেডটি ঠিক করার পদ্ধতি (ক্রস বাহু ইনস্টল করার জন্য স্টিলের মেরুতে ঢালাইতে এক বা দুই টেমপ্লেট ব্যবহার করতে বা ব্যবহার করুন)
- বাতাসের গতি
- গন্তব্য পোর্ট
- অন্যান্য


