




















25FT 2.5 মিমি পুরু হট ডিপ গ্যালভেনাইজড স্টিল মেরু ফিলিপাইন NEA স্ট্যান্ডার্ড
জালিত ইস্পাত খুঁটি
,ইস্পাত সংক্রমণ মেরু
25FT 2.5 মিমি পুরু হট ডিপ গ্যালভেনাইজড স্টিল মেরু ফিলিপাইন NEA স্ট্যান্ডার্ড
বিবরণ
1. শীর্ষ ব্যাস: 120 মিমি
2. নীচের ব্যাস: 152 মিমি
3.Thickness: 2.50mm
4. উপাদান: লো মিশ্র ইস্পাত, 345mpa এর চেয়ে কম ফলন পাওয়ার শক্তি নেই (জিবি / টি 1591-2008 স্ট্যান্ডার্ড)
C ≤0.20, Mn ≤1.70, Si ≤0.50, P≤0.50, S≤0.0345
৫. মার্কস: গ্রাহকের প্রয়োজন অনুযায়ী রিভার বা আঠালো, খোদাই করা, এমবস মাধ্যমে ন্যান প্লেট
W. ওয়েল্ডিং: আমাদের অতীতের ত্রুটিযুক্ত পরীক্ষা রয়েছে ternal
Eldালাইয়ের স্ট্যান্ডার্ড: এডাব্লুএস (আমেরিকান ওয়েল্ডিং সোসাইটি) ডি 1.1
অনুপ্রবেশ: 100%
এনইএ খুঁটির স্পেসিফিকেশন
| ফিলিপাইনের জাতীয় বিদ্যুতায়ন প্রশাসনের বিতরণ ইস্পাত মেরু | ||||||
| উচ্চতা (ফুট) | বেধ (মিমি) | বাট দিয়া (মিমি) | শীর্ষ দিয়া (মিমি) | ফলন স্ট্রেস (এমপিএ) | দস্তা লেপ (মাইক্রন) | ডিজাইন লোড (কেজি) |
| 25 | 2.5 | 152 | 120 | 345 | 85 | 300 |
| 30 | 3.0 | 226 | 127 | 345 | 85 | 500 |
| 35 | 3.0 | 248 | 127 | 345 | 85 | 500 |
| 40 | 3.0 | 317 | 127 | 345 | 85 | 500 |
| 45 | 3.0 | 317 | 127 | 345 | 85 | 500 |

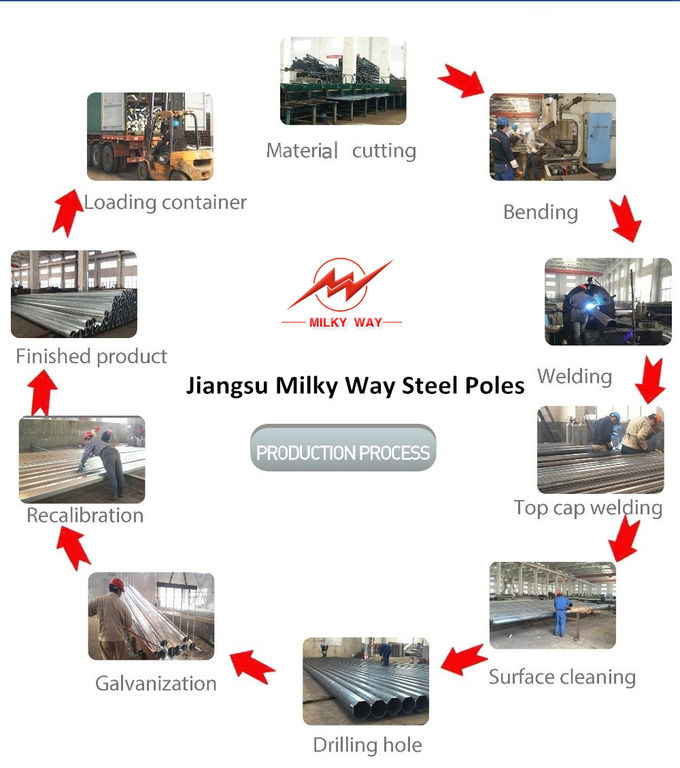
আমাদের মিছিল
কাঁচামাল
কাঁচামাল (ইস্পাত প্লেট) কেনার সময়, কল কারখানার থেকে মিলের শংসাপত্রের শীটটি অবশ্যই আবদ্ধ থাকতে হবে। কাঁচামাল গুদামে পৌঁছালে, কাঁচামাল উত্পাদনের আগে প্রয়োজনীয় সমস্ত মান পূরণ করেছে কিনা তা নিশ্চিত করার জন্য মান বিভাগটি অবশ্যই প্রলম্বন পরীক্ষা এবং রাসায়নিক রচনা বিশ্লেষণ গ্রহণ করে।
প্লাজমা কাটিং
বিভিন্ন দৈর্ঘ্য এবং প্রস্থে প্রয়োজনীয় সমস্ত মান পূরণ করে এমন কাঁচামাল কাটা। সিএনসি লেজার কাটিংটি উপাদান বা লেজার বিম উত্পন্ন উত্পাদনের জন্য ব্যবহৃত হয়। উপকরণ কেটে নেওয়ার জন্য একটি সাধারণ বাণিজ্যিক লেজারের মধ্যে একটি মোশন কন্ট্রোল সিস্টেম জড়িত যাতে পদার্থটি কাটা যায় সে জন্য প্যাটার্নের সিএনসি বা জি-কোড অনুসরণ করতে পারে। ফোকাসযুক্ত লেজার রশ্মিটি উপাদানটিতে নির্দেশিত হয়, যা পরে গলে যায়, পোড়াবে, বাষ্প হয়ে যায় বা গ্যাসের জেট দিয়ে উড়ে যায়, একটি উচ্চ মানের পৃষ্ঠের সমাপ্তি দিয়ে একটি প্রান্ত রেখে।
ছাঁচনির্মাণ
অঙ্কনটিতে সুনির্দিষ্টভাবে কাটা স্টিলের প্লেটটিকে আকার (বৃত্তাকার বা বহুভুজ বা অন্যান্য আকৃতি) আকারে গঠন করা হচ্ছে। এই আবিষ্কারটি ডিভাইস গঠনের সাথে সম্পর্কিত এবং বিশেষত দীর্ঘস্থায়ীভাবে ঘূর্ণিত বিভাগগুলি বা ধাতব স্টকের স্ট্রিপগুলিকে কাঙ্ক্ষিত বক্ররেখার আকারগুলিতে বাঁকানোর জন্য ডিভাইস বা মেশিনগুলির সাথে সম্পর্কিত।
ঢালাই
Ingালাই পরে, একসাথে ইস্পাত প্লেট ldালাই। সাধারণত এটি অনুদৈর্ঘ্য ldালাই হয়। এটি অ্যাসিনভার্টার নিয়ন্ত্রণ গ্রহণ করে, স্থিতিশীল চলমান এবং দ্রুত ভ্রমণের গতির সাথে; সীম-ট্র্যাকিং আর্ক-গাইড প্রক্রিয়াটি হ্রাস ছাড়াই প্রান্তিককরণের গ্যারান্টি হিসাবে তিন-স্পিন্ডল সিস্টেম; মূল ফ্রেম এবং ldালাই মেশিনটি আন্তঃসংযুক্ত নিয়ন্ত্রণ, ফ্লাক্স অটো-রিকভারিং সিস্টেম সহ এবং উচ্চ দক্ষতার সাথে পরিচালনা করা সহজ।
Galvanization
অভ্যন্তরীণ এবং বাহ্যিকভাবে সমস্ত খুঁটিগুলিকে প্রাসঙ্গিক অঙ্কন বা স্পেসিফিকেশনে উল্লিখিত প্রয়োজন অনুসারে হট-ডুব গ্যালভানাইজ করা উচিত
গ্যালভ্যানাইজেশন মান: IS2629-1985, BS729-1971
স্থাপন
1. বিধানসভার সময় মেরুতে সমস্ত সরঞ্জাম সরান।
2. প্রতিটি বিভাগের ইপোল শ্যাফটের চারপাশে একটি গিলে বৃত্তাকার করুন।
3.পুলি ব্লকের উপরের অংশে সিংগ ফিক্স করুন।
4. নীচের অংশে স্লিংটি গুরুতরাকের কেন্দ্রে দৃly়ভাবে স্থির এবং ঠিক করা হয়েছে।
স্টিলের মেরুটি শীর্ষ বিভাগের স্লিংটি শক্ত করে শক্ত করুন।
6 ইস্পাত মেরু ফিক্স।
7. বোলিং সরান।


